Vhodné pokovení pájecích hrotů pro bezolovnaté pájení?

Základní problémy při pájení s bezolovnatými pájkami
- Vyšší teplota tavení. Teplota tavení bezolovnatých pájek je o 20 až 45°C vyšší než u konvenčních Sn/Pb pájek, tedy i teplota hrotu musí být nastavena vyšší. U stávajících pájecích slitin na bázi olova se doporučuje nastavit teplotu hrotu na cca 340°C. Bezolovnaté pájky budou vyžadovat teploty hrotu vyšší. Vyšší teplota samozřejmě bude mít vliv na pájené prvky.
- Smáčivost. Bezolovnatá pájka vykazuje horší smáčitelnost.
- Roztékavost. Další vlastnost, která je horší u bezolovnatých pájek.
Proč dochází ke snížení živosti pájecího hrotu?
Oxidace pájecího hrotu
Pájení s bezolovnatou pájkou způsobuje oxidaci, a tím zčernání povrchu hrotu, čímž pájka ztrácí přilnavost na hrot.

Obr. 1 Pájecí hroty a) Zčernalý pájecí hrot, b), c) zkorodovaný pájecí hrot .
Pájecí hrot zčernalý tímto způsobem ztratil schopnost – smáčitelnost pájky, a tudíž nemůže dodávat teplo části, která je pájena. Pokud nemá hrot dobrou smáčitelnost, pouze kontaktuje pájený spoj přes nepatrnou plošku a není schopen účinně přenášet teplo.
Proč se snižuje životnost běžného pájecího hrotu bezolovnatými pájkami?
Ještě stále se objevuje představa, že pokud zvýšíme vrstvu železa na povrchu pájecího hrotu, prodloužíme jeho životnost. Jde o omyl, pouze snížíme odolnost proti mechanickému poškození pájecího hrotu. Bezolovnatá pájka je podstatně tvrdší, proto tedy bude negativně působit na povrch.
Horší smáčivost bezolovnaté pájky bude mít příčinu ve zvýšené oxidaci povrchu pájecího hrotu, a tím způsobí jeho „černání“. Následující obrázek představuje vznik intermetalické vrstvy působením teploty 300°C a 450°C na povrchové železné vrstvě pájecího hrotu pokryté vrstvou pájky Sn96/Ag3,5/Cu0,5 po dobu 5 hodin. Při teplotě 300°C nevzniká téměř žádná intermetalická vrstva. Bohužel však při teplotě 450°C vznikne poměrně vysoká intermetalická vrstva. Tato vrstva snižuje smáčivost hrotu.
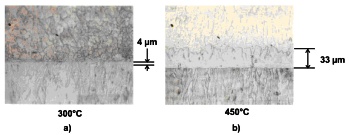
Obr. 2 Metalografický výbrus různých slitin při různých teplotách.
Výše uvedené dává odpověď, proč i sebevětší železná vrstva nezvýší životnost pájecího hrotu.
Druhý metalografický výbrus ukazuje chování intermetalické vrstvy pro různé druhy pájecích slitin. Na železné vrstvě byla ponechána olovnatá a bezolovnatá pájka při teplotě 450°C po dobu 30 minut. U pájky Sn/Pb se vrstva nevytvořila, zatímco pájky Sn95,6/Ag3,7/Cu0,7 se vytvořila vrstva o tloušťce 15 µm. Je vidět znatelný rozdíl mezi vlastnostmi obou pájek. Rovněž z výbrusů vyplývá, že tloušťka železné vrstvy nemá prvořadý vliv na životnost pájecího hrotu.
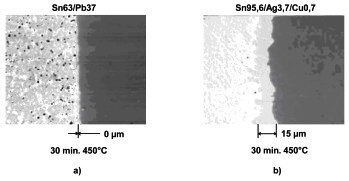
Obr. 3 Metalografický výbrus povrchu pájecícho hrotu při teplotě 450°C s olovnatou a bezlovnatou slitinou.
Nyní je jasné, že Pb byl prvek, který dával pájecí slitině jeho velmi kvalitní vlastnosti, které není možné stoprocentně nahradit jiným prvkem. Zkrátka neexistuje žádný alternativní kov, který by zajistil stejné podmínky jako olovo s ohledem na takové vlastnosti jako pájitelnost (schopnost se rozprostřít), viskozita, tekutost, ochrana před oxidací (při roztavení), ohebnost (vlastní pájky) a cena.
Řešení pro bezproblémovou technologii ručního bezolovnatého pájení
A) Nezvyšovat zbytečně teplotu pájecího hrotu
Následující graf ukazuje, jak se mění teplota na hrotu a v místě pájení. Při dotyku hrotu s pájeným místem jeho teplota klesne, regulační systém pájedla (pájecí stanice) se snaží opět dorovnat teplotu na nastavenou teplotu, která byla původně nastavena na hrotu. V místě pájení teplota při dotyku hrotu prudce stoupne. Operátor po zapájení prvního pájeného místa začíná pájet další místo v pořadí. Pokud však pájedlo není schopno dorovnávat teplotu během jednotlivých pájení, teplota postupně klesá a výsledkem je tvorba nekvalitních pájených spojů.
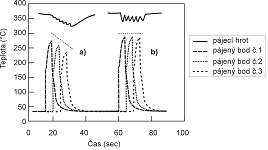
Obr. 4 Graf teplot, horní křivka - nastavená teplota na pájecí stanici, spodní - teplota v místě pájení.
Je třeba si uvědomit, že při obtížnějším pájení je typické to, že operátor zvýší teplotu na pájecím hrotu. Vlastnosti bezolovnaté pájky si mohou přímo vynutit tuto činnost. Zvýšení teploty však povede ke snížení životnosti pájecího hrotu. Ovšem jak bylo ukázáno není nutné zvyšovat neúměrně teplotu. Je třeba si uvědomit, že pájené místo potřebuje dostatek tepelné energie a nikoliv zvýšenou teplotu, aby mohl být proveden kvalitní pájený spoj!
B) Zvýšení tepelné kapacity je možné následujícími kroky:
Použít hmotnější pájecí hrot, který je schopen akumulovat více tepelné energie. Hmotnější hrot akumuluje více tepla.
C) Použít pájedlo s vyšší tepelnou kapacitou.
Podobného efektu jako u hrotu, lze dosáhnou i s pájedlem (pájecí ručkou), které má vyšší tepelnou kapacitu – je hmotnější a je schopno akumulovat více tepla. Pozor, výkon a nastavená teplota pájedla zůstávají stejné!
D) Zvýšit výkon pájedla.
V poslední řadě je možnost použít pájedlo s vyšším výkonem. Dnes začínají být samozřejmostí pájecí stanice s výkonem 70 a 90 W. Vyšší výkon pájecí stanice dodá více tepelné energie do pájecí hrotu.
E) Použít pájecí stanici s vysokou obnovou tepla  .
.
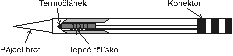
Vysokou obnovu tepla a velkou tepelnou kapacitu zajišťuje jednak vyšší výkon pájecí stanice, jednak konstrukce vlastního hrotu, který je řešen jako kompaktní celek s topným tělískem a termočlánkem. To znamená, že zde nejsou žádné vzduchové mezery a přenos tepla je bez jakýchkoliv ztrát. Je zde podstatně rychlejší odezva, a tím lze výkonněji kompenzovat tepelné ztráty během pájení. Toto řešení přináší vyšší životnost hrotu, protože se nemusí zbytečně zvyšovat teplota pájecího hrotu. Vyšší cena takového hrotu je pak velmi účinně kompenzována jeho delší životností.
F) Použití dusíku.
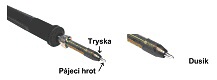
Na první pohled se jeví použití dusíku jako velice komplikovaná věc. Avšak například společnost HAKKO dovedla tento nápad až k praktickému použití. Plyn proudí kolem pájecího hrotu. Plyn je ohříván pájecím hrotem a stává se z něj médium, které dodává teplo do místa pájení. Další nespornou výhodou je, že dusík působí proti oxidaci pájeného spoje. Více o pájení pod dusíkem .
Z poznání vlastností bezolovnaté pájecí slitiny je nutné vytvořit nový přístup k pájení s touto slitinou. Zde bude velmi záležet na tom, jak jednotliví operátoři přijmou nová pravidla práce s bezolovnatou pájkou. Pokud operátoři budou mít stále snahu pracovat s bezolovnatou slitinou jako s olovnatou, budou se potýkat s problémy a nekvalitním pájením. Zde je důležitá práce managementu, který musí donutit operátory přijmout nová pravidla pájení.
- Ponechání zapnutého pájedla na dlouhou dobu bez provádění pájecích operací.
- Nastavení teploty hrotu přes 400°C.
-
Používat drátkový čistič pájecích hrotů bez vody.
- Řízení teploty hrotu a pravidelnou kontrolou nastavené teploty hrotu.
- Řízení povrchových podmínek desek a součástek, které budou pájeny.
- Výběr a efektivní použití tavidla.
Existuje jednoznačné řešení pro zvládnutí bezolovnatého pájení? Asi nenajdeme stoprocentní řešení, ale vhodnou volbou vybavení a dodržení postupů charakteristických pro bezolovnaté pájení se mu můžeme přiblížit.
 |
Více se dozvíte na našich školeních a workshopech |
 |
Pájecí hroty s vysokou životností zakoupíte v našem e-Shopu |
► Nákup na www.abetec.cz
► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |







