Chemické frézování, leptané SMT planžety

Prototypová, ekonomická SMT planžeta
V evropských podmínkách je často potřeba vyrábět ověřovací vzorky, k čemuž ekonomicky mohou přispět tzv. EKO šablony. Jde o standardní planžetu, která má pouze omezení velikosti plochy do cca A4 a nelze ji tak upevnit do běžných tiskových zařízení. Pro vytvoření několika kusů osazených plošných spojů si však vývojář může připravit pracoviště, kde desky natiskne a vývoj tak méně zatíží dalšími náklady.
Víceúrovňové SMT planžety
S postupem miniaturiace a dalšího zmenšování součástek přibývá požadavků na různé množství nanesené pasty na plošky na plošném spoji. Jednou z metod, jak nastavit rozdílné množství pasty je různá velikost otvorů na planžetě při stejné tloušťce planžety. Při nevhodně zvolené velikosti otvorů to ale může způsobovat nanesení větší vrstvy pájecí pasty a po přetavení mohou vznikat zkraty. Proto je vhodnější vyladit množství natisknuté pasty různou sílou plechu na tiskové planžetě. Pak je možné v jednom tiskovém kroku nanést jak malé množství pasty např. pro pouzdra BGA, tak větší množství pro větší součástky. Na vyleptané planžetě jsou oblasti, kde je tloušťky plechu snížena a proto se při jednom tisku nanese různé množství pájecí pasty na pájecí plošky.

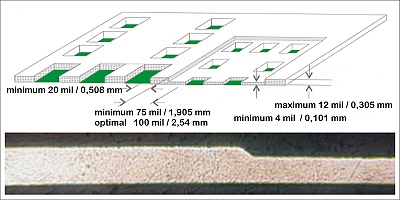
Víceúrovňová planžeta s vymezením oblastí Zobrazení planžety se dvěma různými tloušťkami. Nižší je určena
se sníženou tloušťkou pro tisk velmi jemných roztečí, kde je potřeba menší
množství pájecí pasty.
Polishing - chemické leštění
Leptáním otvorů dojde o obnažení krystalické struktury slitiny. Povrch vyleptaných otvorů je hrubší, než povrch planžety a proto se hůře čistí od pájecí pasty. Z tohoto důvodu se používá chemické leštění, které „zaoblí“ a srovná povrch v otvorech. Chemická lázeň rozpustí vrcholky nerovností a tím povrch vyleští. Pro čištění, leštění a pasivaci austenitické nerezové oceli se používají kyselé lázně, které odstraňují nerovnosti z povrchu nerezové oceli a jsou ideální pro úpravu povrchu otvoru v planžetě. Po aplikaci je povrch zbaven organického znečištění i rozpustných anorganických zbytků. Úběr materiálu je 0,3 um/minutu při teplotě cca 50 – 80 0C podle druhu lázně.
Neadhezívní povrch
Spodní strana a otvory jsou složitým procesem pokryty tenkým povlakem nanočástic. Na vrchní straně šablony (strana stěrky) toto pokrytí být nesmí, aby bylo zajištěno správné odvalování pájecí pasty při tisku. Síla nanovrstvy je maximálně 2 um. Kontaktní úhel zvyšuje přilnavost a pokles síly mezi pájecí pastou a šablonou. Pasta v otvoru šablony tolik nedrží a lépe se uvolní na plošku DPS a výrazně se zlepší tisk jemných struktur. Kvalitní a ostré hrany otvorů jsou společně s kvalitním materiálem důležitým parametrem k zamezení roznášení pasty po povrchu planžety a tím eliminování možného vytváření zkratů a obecně vede ke zvýšení přesnosti tisku. Umožňuje i lepší čištění planžety a prodlužuje intervaly mezi čištěním při tisku. Uvádí se, že se tím zvedne kapacita tisku o 10%. Tato patentovaná technologie otevírá novou dimenzi ve výrobě a používání SMD planžet.
Electroforming
Jde o metodu vytáření planžety pomocí galvanického nanášení niklu na nerezový plech, na kterém je fotocestou pomocí fotoresistu vytvořena maska, která zabrání pokovení. Tloušťka suchého resistu musí být tak silná, jako tloušťka požadované planžety. Po dosažení požadované tloušťky se niklová vrstva z nerezového plechu sloupne. Touto metodou se vyrábí velmi jemné a slabší (do 100 um) planžety.
Výhody electroformingu
- Jsou vyrobeny z masivního niklu, který zajišťuje vynikající odolnost proti korozi.
- Čistý nikl je 1,5 krát tvrdší než nerezová ocel ve srovnatelné tloušťce, tvrdost 670 HV.
- Technologie poskytuje hladký povrch bez otřepů.
- Lze dosáhnout lepšího poměru velikosti otvorů a síly plechu.
- Velmi přesné tolerance, typicky ±10 mikronů rozsahu.
3D planžety
Jedná se o poměrně speciální druh planžety. Její princip spočívá v tom, že například při silných vodičích na plošném spoji dochází k pružení planžety proti zbytku laminátu a k deformacím tisku. Zvláště u velmi jemných roztečí by měla planžeta při tisku ležet velmi dobře na plošném spoji, který musí být rovněž nepružně podložen. Proto se dá použít tato reliéfová planžeta, jejíž princip je podobný jako víceúrovňová. Zaleptaný motiv je však otočen směrem k plošnému spoji a je zaleptán motiv plošného spoje, který tak přesně kopíruje vodiče a znemožňuje pružení. Její využití může být ve speciálních případech, kdy tento parametr ovlivňuje kvalitu tisku. Další možné řešení problémů, pokud povrch desky není rovný, jsou na něm už vytvořené nějaké součástky nebo jiné nerovnosti.

Provedení 3D planžety, kde je patrné zaleptání vodičů do stejné Položení planžety v řezu na plošný spoj
hloubky, jako síla mědi na plošném spoji.
Technické informace o přesném leptání kovových materiálů (chemickém frézování)
Materiály
Nejlépe leptatelné jsou kovové slitiny, především měď, mosaz, fosforbronz, beryliová měď, Alpaka, nikl, nerez, Kovar, ocel, Invar, Monel, hliník, železo, olovo, cín a další. Pro různé materiály se používají různé leptací lázně a různé pracovní parametry ( teplota, koncentrace apod. ).
Technologické možnosti chemického frézování
Nejmenší velikost vytvářených objektů musí být rovna nebo větší jako tloušťka materálu. Tloušťky používaných materiálů jsou od 25 um až po 3 mm podle jejich druhu a dají se leptat v tolerancích do ± 25 um. V případě vytvoření motivu fotocestou digitální technologí LDI je možné dosáhnout tolerance až ± 10 um. U větších tlouštěk materiály kolem několika set um odchylky rostou a pohybují se cca 10 % síly materiálu.

Rádius otvorů vytvořený leptáním
R1 + 0,75 T - R1 + 0,75 T * R2 ≥ T - R2 ≥ T
(R1 = Vnější poloměr otvoru, R2 = vnitřní poloměr otvoru, T = tloušťka materiálu)


Jednostranné leptání Oboustranné leptání Leptání slepých otvorů Oboustanné leptání a zaleptání
Oborové sdružení
Jako každý obor mají i „leptači kovů“ svoji organizaci. Tou je PCMI, Photo Chemical Machining Institute, www.pcmi.org. Jejím záměrem je vydávat odborné publikce, poskytovat technické informace a propagovat obor včetně vývoje nových technologií a postupů. Na jejich stránkách jsou uvedeny všechny světové firmy zabývající se tímto oborem včetně popisu technologických možností.
Formáty dat pro výrobu
Protože přesnost leptané šablony ve velké míře zavisí od přesných filmových předloh, musí být poskytnutá data co nejpřesnější (čísla nesmí být zaokrouhlena a jsou definována na mnoho desetinných míst. Tím jsou především Gerber 274D nebo 274X, alternativně CAM 350, návrhové systémy pro plošné spoje, Autocad s příponami *.gbr, *.dwg, *.dxf , *.plt.
Pro grafické běžné lepty v toleranci ± 30 um pak stačí i obecné formáty jako Corel Draw!, Adobe s příponami *.cdr, *.pdf , *.eps, *ai atd. V nouzi lze využít i bitmapové data.
Jiří Riedel, www.semach.cz
► Nákup na www.abetec.cz

► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Chemické frézování, leptané SMT planžety
 Obr. 1 Leptaný text, je možné i zaleptání do konkrétní hloubky
Obr. 1 Leptaný text, je možné i zaleptání do konkrétní hloubky
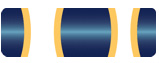
 Obr. 2 Typický zaoblený tvar leptaných otvorů, usnadňující čištění pla...
Obr. 2 Typický zaoblený tvar leptaných otvorů, usnadňující čištění pla...
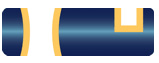
 Obr. 3 Metalografický výbrus leptané šablony s ukázkou typického "zobá...
Obr. 3 Metalografický výbrus leptané šablony s ukázkou typického "zobá...
 Obr. 3 Metalografický výbrus leptané šablony. Odstranění "zobáčku" lze...
Obr. 3 Metalografický výbrus leptané šablony. Odstranění "zobáčku" lze...