Možnosti výroby prototypových DPS

Mokrý proces – chemická cesta – jednoduchá cesta, ale problémem je vznikající chemický odpad – žíraviny. Žíraviny je nutné likvidovat dle platné legislativy. Likvidace je finančně náročná a vždy podléhá kontrole státních úřadů. Každé pracoviště s chemickým procesem vyžaduje:
- Stanovený plán rizik (zařazení všech pracovníků do určených skupin rizik dle jejich výkonu práce)
- Informační tabulky (tabulky označující pracoviště, nebezpečí na pracovišti, vodní zdroje atd.)
- První pomoc – informace (lékárnička vybavená určenými prostředky a léky nutnými k ošetření poranění vzniklých při práci s chemikáliemi, informační tabulky atd.)
- Plán odpadového hospodářství (uskladnění chemikálií, odvoz použitých chemikálií)
- Školení bezpečnosti práce včetně školení první pomoci pro všechny, kteří na pracovišti s chemikáliemi pracují
- Proces není složitý, ale je nutno jej dodržovat. Na veškeré činnosti existují společnosti s potřebnými znalostmi a povoleními. Vždy doporučujeme dodržovat zákony!
Suchý proces – nechemická cesta – frézování DPS na CNC strojích např. TECHNODRILL. Při této technologii nevzniká žádný nebezpečný odpad. Tato technologie není vhodná na větší série. CNC frézka je 3D fréza s plně programovatelnou osou Z. Řídicím softwarem je Galaad.
Mokrý proces – výroba DPS chemickou cestou
Stále nejpoužívanější metoda pro její relativní jednoduchost a výslednou kvalitu tištěného spoje. Skládá se z následujících kroků:
- Vytvoření filmové předlohy - jakost přenášeného motivu spojů je velmi důležitá pro proces výroby. Vodiče jsou černé a zbytek musí být dokonale průsvitný. Motiv může být i negativní, ale v běžné praxi se používá pozitivní. Na běžných tiskárnách není možné vytvořit kvalitní sytou černou barvu. Jakost obrazce představuje asi 60 % konečného výsledku. Kvalita motivu spojů (jakost čar a sytost černé) je daná kvalitou filmu, resp. jeho nasvícením – kvalitou předlohy. Pro vytvoření filmu profesionální kvality je možné použít fotoplotr nebo tiskařskou osvitovou jednotku. Předlohy pro jednodušší motivy (dle složitosti motivu a tloušťek spojů) je možné vytvořit na inkoustových tiskárnách, inkoustových fototiskárnách nebo na laserových tiskárnách.
- Vyvrtání otvorů v DPS před osvitem – v případě, že je k dispozici CNC vrtačka
- Nanesení fotocitlivé vrstvy na DPS (nebo použití DPS s nanesenou fotocitlivou vrstvou)
- Exponování DPS - čelem expoziční jednotky je vysílat přes motiv spojů (film s obrazcem spojů) ultrafialové záření (délka vlny 365 nanometrů). V případě pozitivního obrazce, UV světlo degraduje fotocitlivou vrstvu, která je v následném kroku odleptána (Na základním laminátovém materiálu s mědí je nanesena fotocitlivá vrstva - pryskyřice 5 μm - která je zakryta neprůhlednou fólií. Neprůhledná fólie chrání fotocitlivou vrstvu proti osvícení - viz Obr. 4). UV trubice vyzařují pouze ze svého průměru. Je-li třeba zvýšit expoziční prostor, musíme vzdálit UV trubice nebo zvýšit počet trubic. Zdvojnásobíme-li prostor, čas se zčtyřnásobí. Vzdálenost mezi trubicemi a vzdálenost trubice a filmu musí být vždy vzdálenost, která se rovná průměru trubice.
- Leptání DPS - nejrozšířenějším procesem je pouze chemický proces (bez mechanického působení leptacího media). DPS se položí na hladinu leptacího média. DPS je držena povrchovým napětím kapaliny na hladině a medium na ni působí ze spodní strany, dokud se DPS nevyleptá. Tento proces není ideální pro oboustranné DPS, protože se deska musí leptat ve dvou fázích, nejprve 1. a poté 2. strana. Tento proces trvá cca 15 až 20 minut dle stavu media a jeho teploty. Během leptání je nutné DPS kontrolovat, aby nedošlo k podleptání. Uvedením leptacího média do pohybu podstatně zvýšíme účinnost leptání. Zkrátí se doba, ale omezí se i možnost podleptání. K leptání jsou určena speciální zařízení, která lze rozdělit na pěnové, vzduchové/bublinové a sprejové (příklad leptací jednotky na Obr. 1). Závěrečnou operací je opláchnutí DPS ve vlažné vodě. POZOR !!!!! Je nutné mít na paměti, že pracujete ze žíravinami, a je potřeba dodržovat bezpečnost práce, jakož i zákony vztahující se k použití těchto látek. V poslední řadě byste měli mít zpracovaný plán odpadového hospodářství.
- Vyvrtání DPS – v případě, že není k dispozici CNC vrtačka (viz Obr. 2) - vyvrtání DPS na ručním vertikálním vyvrtávacím zařízení nebo ruční vrtačkou. Vrtačky se liší počtem otáček a kvalitou vedení.
- Nanesení nepájivé masky (není však podmínkou)
- Pokrytí chemickým cínem nebo jiným kovem (není podmínkou). Na měděný povrch se nanáší velmi tenká vrstva cínu. Tento cín bude dočasně chránit měď před oxidací a zajistí dobrou pájitelnost desky. Proces spočívá v nanesení roztoku, který obsahuje cín. Vlastní nanesení se provádí ponořením do roztoku.
- Formátování DPS - provádí se pomocí nůžek, lupínkové pilky nebo CNC frézou. Ideální nůžky na stříhání DPS dopadají na DPS kolmo (padací nůžky).
Suchý proces – výroba DPS frézováním – nechemickou cestou
Frézování DPS na CNC frézách. CNC musí být dostatečně tuhé, čímž je daná přesnost a opakovatelnost. Výhodou je možnost výroby DPS takřka libovolných tvarů. S pomocí řiditelné osy Z je možné frézovat i 3D tvary. CNC frézka používá tři druhy nástrojů:
- Vrtáky – pro vrtání otvorů (cena 30 až 40 Kč)
- Frézky – frézování motivů obrazce plošných spojů, plastů, kovů atd (60 až 70 Kč)
- Speciální nástroj pro frézování DPS jemných roztečí – DW10 10 10 (900 až 1100 Kč)
Součástí CNC frézky je plnohodnotný software Galaad, který je schopen řídit všechny tři osy. Import dat je zajištěn z takřka všech známých formátů. Pro frézování DPS je softwarový doplněk Percival, data jsou importována z formátu Gerber.
Životnost nástrojů
Životnost nástrojů udává vždy výrobce nástrojů v metrech a může se lišit podle kvality použitého materiálu nástroje. Obecně se však dá říci, že na prototypovou výrobu se životnost udává na týdny a to vzhledem k počtu obráběných dílů.
► Nákup na www.abetec.cz

► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Možnosti výroby prototypových DPS
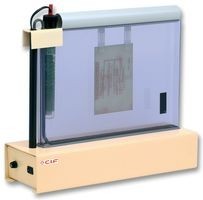 Obr. 1 Vertikální leptací jednotka
Obr. 1 Vertikální leptací jednotka
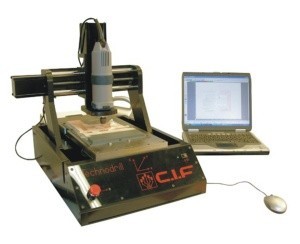 Obr. 2 CNC frézka na výrobu DPS - další využití je frézování plastu a ...
Obr. 2 CNC frézka na výrobu DPS - další využití je frézování plastu a ...
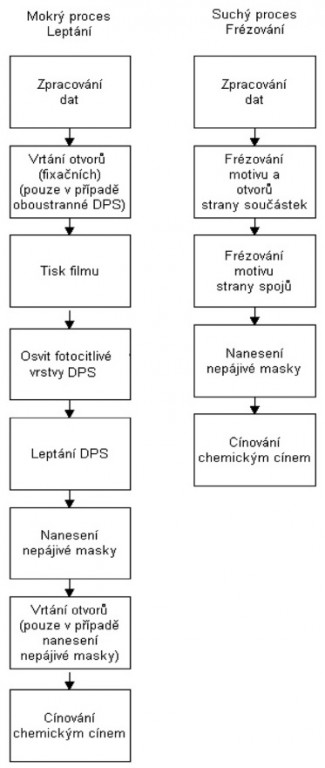 Obr. 3 Srovnání jednotlivých operací v obou procesech
Obr. 3 Srovnání jednotlivých operací v obou procesech
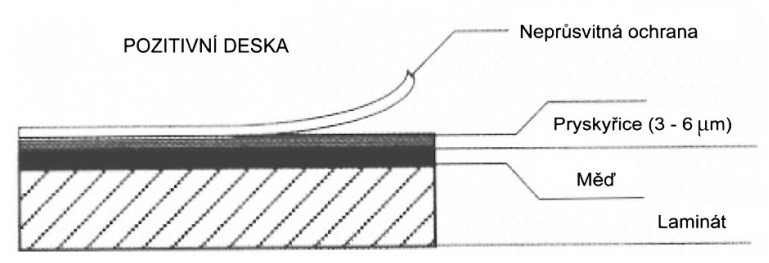 Obr. 4 Řez typickou DPS s nanesenou pozitivní vrstvou
Obr. 4 Řez typickou DPS s nanesenou pozitivní vrstvou
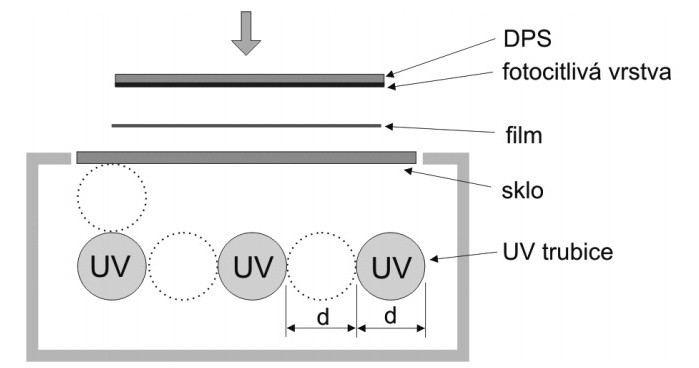 Obr. 5 Schéma exponování DPS - polohové rozmístění zdroje záření
Obr. 5 Schéma exponování DPS - polohové rozmístění zdroje záření