Systém řízení výroby
Po instalaci výrobní linky SMT se pozornost začne přesouvat na zlepšování výtěžnosti a snižování nákladů. Tyto dvě oblasti spolu velmi úzce souvisejí. Velký podíl nákladů může spočívat ve výrobě odpadu a provádění oprav. Bylo rovněž prokázáno, že spolehlivost výrobku je silnou funkcí počáteční výtěžnosti a je nepřímo úměrná objemu oprav a “předělávek” (viz pravidlo 10-ti). Je proto zcela nezbytné, aby návrh výrobku byl co možná nejvíce vyrobitelný, a aby proces byl vysoce kultivovaný a pod intenzivní kontrolou. Tato kapitola se zaměří na aspekt řízení procesu pomocí statistického řízení procesu.
Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
Kancelářské potřeby v technickém provozu se neodlišují od kancelářský potřeb v běžné kanceláři. Ve výrobě ať strojírenské nebo elektrovýrobě se však objevují požadavky na kvalitnější materiály a také jiné provedení.

Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
K dispozici jsou různá hlášení o prestižních zkušenostech se zaváděním programu statiského řízení procesu a dosažených výsledcích. Je v nich mnoho společného, zvláště pokud jde o zaměření na pět základních bodů a kontrolní body v postupovém diagramu procesu výše. Jsou tam však i drobné rozdíly. V každém případě existuje jeden společný rys. statiské řízení procesu je stejnou provozní filosofií, jako je provozní procedurou. Aby bylo možno dosáhnout dlouhodobého zlepšení, je prevence důležitější než předělávka.
Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
Hlavní potencionální problémy SMT jsou na těchto stránkách pojednány. Kvůli celkovému přehledu, zvláště pokud jde o zavádění statistického řízení procesu uvádíme složky vysoké výtěžnosti procesu.

Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
Jeli nasbíráno dostatek dat a jsou-li zobrazena, je třeba zahájit analýzu, která vede k nápravným opatřením. Z hlavních vad, které jsou v Paretově diagramu, je možno zkonstruovat diagram “příčiny a účinku” (někdy nazývaný Ishikawův rybinový diagram).

Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
Při provádění kontrol jsou výsledkem rozhodnutí dobrý/špatný nebo prošel/neprošel. Závady nebo vadné jednotky se sčítají, a výsledkem jsou data vlastností.
Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
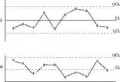
Kontrolní grafy jsou nástroje statistického řízení procesu poskytující metody zaznamenávání a zobrazování shromážděných dat.

Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
Klíčovým prvkem jakékoliv statistické metody jsou data a způsob jejich sběru. Data musejí být užitečná a reprezentativní. Náklady na sběr dat musejí být nějakým způsobem uhrazeny z přínosů, jež je možno odvodit ze zdokonalení výroby. Data by se tudíž měla vztahovat k problému, jenž je nutno stanovit nebo mu předejít. Dále, metoda sběru, četnost a technika měření nesmějí narušovat sledovaný měřený proces. Oba uvedené požadavky jsou nesmírně důležité.

Datum: 27.06.2017
|
Kategorie: Systém řízení výroby
V minulosti se kladl důraz na kontrolu, přijatelnou úroveň vad, a kriteria a techniku oprav. Jeden z hlavních atributů statistického procesu řízení je prevence.