Struktura plánování a plánovací položky

Souhrnná struktura systemu plánování
Následující příklad popisuje možný způsob zpracování dat z podkladů pro elektrotechnickou výrobu a jejich vyžití pro plánování a její organizaci.
1. Modul vstup/výstup
Tento modul představuje podklady pro výrobu, tj. data z návrhového systému CAD, časové harmonogramy pro ruční operace, seznamy SMD, počty kusů, atd, výstupem se rozumí datové podklady pro jednotlivá technologická zařízení a operace. Tyto vstupy a výstupy umožňují prostřednictvím pružných graficky podpořených formátů propojení na zvolený libovolný datový formát vývojové nebo technologické úrovně. Je tedy takto možné z libovolného navrhového systému vybrat data a uložit je do databáze a v ní je graficky znázornit a nebo je případně modifikovat a následně je exportovat ve vhodném formátu do užívaného stroje.
2. DFM (“Deisgn For manufacturing”, konstrukce vhodná pro daný výrobní systém)
DFM je dalším typem plánovacích nástrojů je pro vývoj a výrobu desek s plošnými spoji. Tento nástroj umožňuje to, že již ve fázi vývoje nějaké desky se již splní nebo zohlední některé požadavky např. pro osazování, pájení a testování. Těmi mohou být výběry vhodných typů pouzder, jejich počet, vhodná orientace součástek vhledem ke směru pájecí, volba testovacích bodů, atd. Pravidla jsou uzpůsobena pro výrobní postupy a snadno rozšiřitelná na základě zkušeností z různých technologických kroků.
3. Optimalizační nástroj ke snížení průběžných dob.
Optimalizační úlohy pro plánování zakázek jsou velmi mnohotvárné a proto komplexního hlediska vzájemných vazeb je jednodušší, když se rozdělí na více dílčích úloh. Optimalizační model je tedy realizován ve více krocích. V závislosti na zadaných optimalizačních úlohách budou jednotlivé optimalizační stupně probíhat v sekvenci (v souslednosti). Každá úroveň optimalizace vydá svoje výsledky, podle nichž lze vybudovat hlubší strukturu hierarchie. Modulární výstavba uvnitř vrstevného modelu umožňuje podle účelu využití také vstup příčný, což zn. provádění jednotlivých dílčích úloh. Při osazování desek s plošnými spoji vyplynulo hierarchické rozdělení v několik cílových skupin.
- Oborově zaměřená optimalizace přidělí zakázkám, které mají být zpracovány osazovacími stroji s cílem, zkrátit na minimum součet mrtvých časů. Pro každý problém osazování pořadí operací zpracování zakázek a minimální počet úkolů. Přitom se zohledňují veškeré technické i okrajové podmínky, podíl stálého technologického vybavení tj. počty a druhy zásobníků součástek. Experimentálně se ukázalo, že takovou optimalizační strategií je v průměru možno zkrátit časy “přestavby zásobníků” o 20%.
- Optimalizace vztažená ke zvolené cestě, tzv. Line Balancing (vyvážená cesta) spočtená stanoví úkoly pro osazování tzv. v taktu (kombinace součástek a jejich cest na určené pozice, zásobníky) pro všechny jednotlivé stanice osazovací linky.Typy součástek pro všechny desky stejného typu se rozdělí pro jednotlivé automaty, takže odpadnou veškeré čekací a blokovací časy, tj. výměny nástrojů a osazovacích hlav. Na základě již známých “přestavbových” časů zásobníků a dat o zakázce rozhodne algoritmus modulu rovněž, jestli již založená součástka v zásobníku bude přemístěna do jiného “bodu” linky. Podle konfigurace zásobníků a různých časových údajů se nechají stanovit možnosti nastavení zásobníků na jednotlivých automatech, jakož přesně i osazovací a “přestavbové” časy.
- Optimalizace s ohledem na stroje je silně závislá na typech použitých strojů Všeobecným cílem optimalizace těchto vrstev je snížení osazovacího času. Tohoto cíle lze dosáhnout ideální konfigurací zásobníků a propočítáním ideálního sledu osazovacích sekvencí. Ze zkoušek vyplynulo, že se optimalizací s ohledem na stroje a cestu nechají procesní doby podle spektra zakázek a uspořádání linky zkrátit o 5 až 30%.
4. Plánování zakázek
Jedná se o modul, který umožňuje pomocí dílenského kalendáře a určených časů podrobné zaplánování zakázky. Takto je právě možno určit úplně přesně čas startu a termín dohotovení zakázek. Právě tak je možno provést plánovací změny v zakázkách a též souběžné zavedení spěšných zakázek = hořáků a jejich vliv nasimulovat a zobrazit na grafu tohoto modulu.
Způsob plánování pro optimalizaci výroby vychází z optimalizace osazování SMD. Sjednocením dílenského plánu, čili průchodnosti dílnou ve spojení s výsledky optimalizačních faktorů je pak proveditelná optimalizace kapacitního plánu a přesného časového rozvržení plnění zakázek. Kapacitní plán musí vycházet z prakticky získaných časů, které jsou potřeba pro daný technologický krok (např. ruční pájení, pájení vlnou, přetavení, testování, transportní doby mezi zařízeními).
Způsob plánování pro optimalizaci výroby vychází z optimalizace všech technologických časů. Sjednocením dílenského plánu, čili průchodnosti dílnou ve spojení s výsledky optimalizačních faktorů je pak proveditelná optimalizace kapacitního plánu dílny a přesného časového rozvržení plnění zakázek. Kapacitní plán musí vycházet z prakticky získaných časů, které jsou potřeba pro daný technologický krok (např. ruční pájení, pájení vlnou, přetavení, testování, transportní doby mezi zařízeními).
Optimalizační software by měl být vybaven pokud možno grafickými editory jednotlivých modulů. Optimální je, pokud je celá výrobní linka včetně osazovacího automatu a zásobníků znázorněna graficky a je přímo možné zasahovat do vybavení. Pokud jsou všechny procesy snadno ovladatelné, lze předpokládat, že odezva ve zvýšení výkonu a efektivnosti výroby bude výrazná.
► Nákup na www.abetec.cz

► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Struktura plánování a plánovací položky
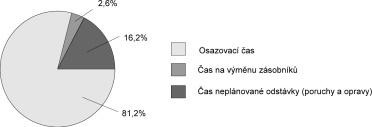 Podíly času při osazování SMD
Podíly času při osazování SMD
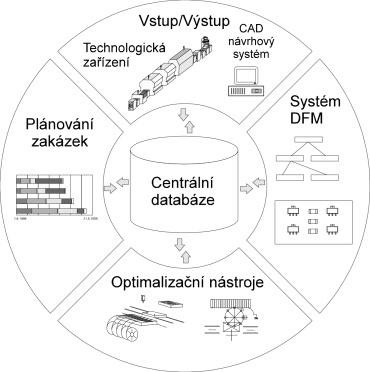 Souhrnná struktura systému plánování
Souhrnná struktura systému plánování