Systémy vystřeďování součástek

Dnes je již tento systém minulostí. Dalším krokem je mechanické středění pomocí speciálních kleštin, které během pohybu hlavy natáčí součástku. Kleštiny je nutné během osazování měnit podle druhu osazovaných součástek. Je třeba si uvědomit, že jde o mechanické uchopení a jeden mechanický díl není schopen středit široké spektrum SMD. Vakuová pipeta uchopí součástku z pásového zásobníku (poloha A) a kleštiny následně stiskem vystředí a položí SMD na desku plošného spoje. Těsně před položením kleštiny povolí a součástku položí vakuová pipeta. Celý děj probíhá během pohybu z pásového zásobníku k osazovací pozici na desce plošného spoje.
Mechanické centrování součástek (Obr. 1)
Systémy vidění součástek jsou posledním nejdokonalejším typem vystředění součástky v procesu osazování a nahrazují mechanické vystřeďovací systémy. Termín “optické vystřeďování” není ve skutečnosti příliš vhodný, protože k žádnému vystřeďování vlastně nedochází. Systém vidění součástky místo toho zjišťuje polohu a osazovací úhel součástky nabrané vakuovou pipetou. Tyto parametry slouží k nastavení správné osazovací polohy.
V minulosti se systémy vidění součástky používaly především pro velké vícevývodové součástky. Systémem vidění pouze pro velké součástky jsou doplňovány stroje, které mají mechanické centrování pro čipy a malé součástky. Bohužel, jak už bylo řečeno, mechanické kleštiny nejsou schopny vystředit celé spektrum SMD a např. u QFP je vystředění prakticky vyloučeno. Proto byl mechanický systém doplněn optickým, čímž stroj zvládl zpracovat celé spektrum SMD pouzder. Dnes se systémy vidění stále více používají i pro čipové prvky všech velikostí.
Optické vystřeďovací systémy (Obr. 2) mají oproti mechanickému vystřeďování tyto přednosti:
- větší přesnost osazování,
- nulové mechanické zatížení součástek (např. ohýbáním vývodů součástek),
- kontrola typu pouzdra,
- rozpoznávání ohnutých vývodů.
Princip sledování stínu je dnes nejrozšířenější na osazovacích automatech běžné třídy. Součástka je umístěna do prostoru širokého světelného paprsku a vyhodnocuje se velikost stínu, vytvořeného součástkou. Vyhodnocovací algoritmus je schopen přesně určit natočení součástky. Graf znázorňuje úroveň dopadajícího světla na světelný snímač.
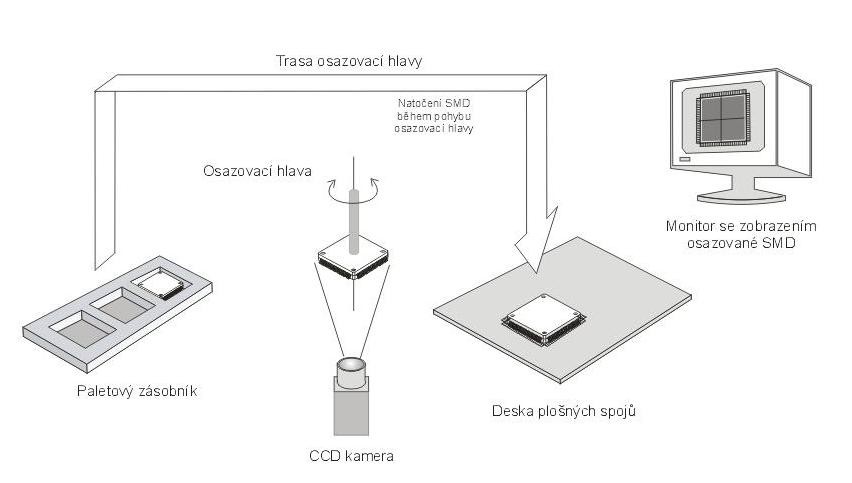
Použití CCD kamery (Obr. 3)
Dalším stupněm je použití CCD kamery a sledování reálného obrazu SMD. Umožňuje optické vystředění poměrně velké součástky. Pozice kamery, neboli úhel sledování SMD, bývá různá. Některé stroje používají pohled pod 450, jiné se dívají zespodu. Obecný princip je u všech typů strojů stejný. Osazovací hlava, resp. vakuová pipeta, vyzvedne SMD ze zásobníku, během své trasy projede místem s kamerou, která sejme polohu, a zbytek trasy hlava provádí příslušné vystředění, tj.natočení, SMD do správné polohy. Celý proces samozřejmě probíhá v závislosti na zjištěných polohách orientačních značek a polohy jsou případně korigovány.
► Nákup na www.abetec.cz

► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Systémy vystřeďování součástek
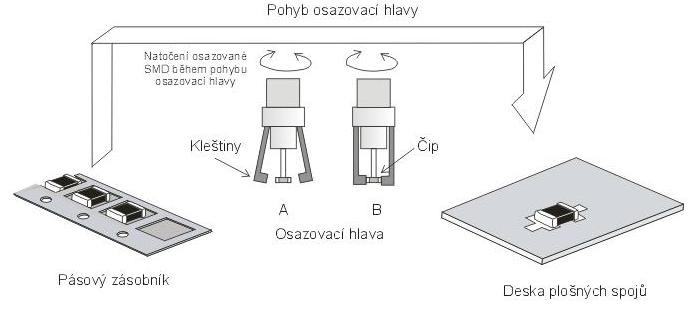 Obr. 1 Mechanické centrování
Obr. 1 Mechanické centrování
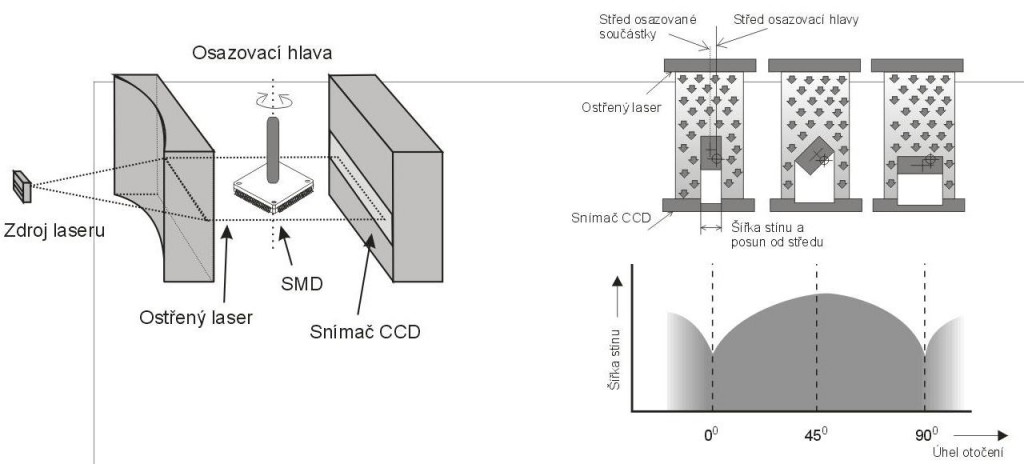 Obr. 2 Systém vidění pro optické vystředění poměrně velké součástky
Obr. 2 Systém vidění pro optické vystředění poměrně velké součástky
 Obr. 3 Orientování vývodového odvodu pomocí kamery
Obr. 3 Orientování vývodového odvodu pomocí kamery