Klasická technologie - technologie průchozích otvorů

Součástky dodávané na pásech se v rámci posloupnosti určené k osazování oddělují, a v rámci téže posloupnosti znovu montují. V praktickém provedení to znamená, že je nutno před vlastní osazovací stroj zařadit tzv. sekvencer - stroj, který „napáskuje“ součástky ve sledu v jakém budou osazovány. Bohužel v případě chybného osazení je nutno součástku dodat později ručně, protože v osazovací posloupnosti existuje pouze jediný kus od každé součástky na desku.
Montáž tzv. exotických prvků, jako jsou cívky a konektory, není pomocí těchto strojů možná. Obecně se montují ručně, nebo v případě velkých množství pomocí speciálních strojů, vyvinutých pro tento konkrétní účel. Stroje pro klasickou montáž jsou cenově a prostorově velmi náročné. V ČR prakticky nenalezly uplatnění. Pouze poloautomaty měly určitý význam, protože jejich cena byla podstatně nižší než plně automatických strojů a výkon byl pro střední série dostatečný.
Další související informace:
Tvarovačky a řezačky vývodů od společnosti Hakko 
Osazovací automaty pro malosériovou a střední výrobu - Mechatronika
► Nákup na www.abetec.cz
► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Klasická technologie - technologie průchozích otvorů
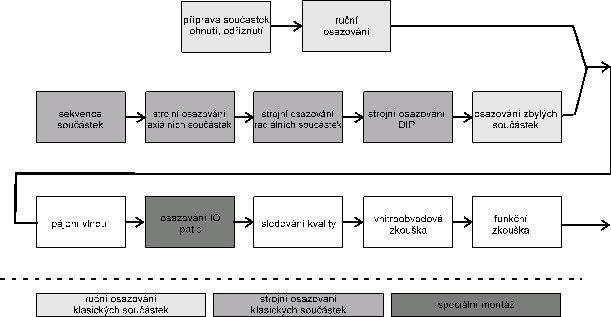 Jednotlivé fáze výroby klasickou technologií
Jednotlivé fáze výroby klasickou technologií